Tấm dày và trung bình được sử dụng rộng rãi trong các lĩnh vực khác nhau như các bộ phận chịu lực, chẳng hạn như máy ủi, máy xúc, máy xúc lật, toa chở khách đường sắt, máy móc xây dựng và đầu máy xe lửa. Tấm vừa và nặng thường dùng để chỉ các tấm kim loại có độ dày từ 4,5 đến 25mm. Các phương pháp tạo hình tấm vừa và nặng chủ yếu bao gồm: ép phanh uốn tạo hình, tạo hình bằng máy cán và ép định hình. Uốn (gấp) là một phương pháp tạo hình dòng sản phẩm được sử dụng rộng rãi và phong phú cho các tấm dày và trung bình.
Khó khăn của việc uốn tấm là phôi dài, áp lực cao, khó tạo hình, hiệu suất thấp và khó kiểm soát độ chính xác. Kết quả cuối cùng của quá trình uốn là sự phản ánh toàn diện các thông số vật liệu, thông số quá trình và thông số khuôn. Thiết kế hợp lý các thông số này là chìa khóa để cải thiện hiệu suất uốn của các tấm dày và trung bình.

Trọng tải của phanh báo chí (máy uốn phanh ép)
Vấn đề đầu tiên phải đối mặt với việc uốn tấm dày và trung bình là việc lựa chọn trọng tải của máy uốn hãm ép, và khả năng chịu lực của vật cố định và khuôn có đáp ứng yêu cầu hay không.
Lực F do máy uốn phanh ép tác dụng để truyền chuyển động lẫn nhau giữa khuôn trên và khuôn dưới, do đó làm cong tấm. Để uốn tấm thép cacbon 90 °, WILA đưa ra giá trị thực nghiệm của tải trọng ứng suất tấm, như trong Bảng 1. Khi độ dày của thép cacbon là 20mm, có thể chọn khuôn dưới có V = 160mm. Lúc này tải trọng của máy uốn là 150t / m.
F = lực trên một đơn vị chiều dài (t / m);
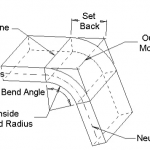
S = chiều dày vật liệu (mm);
ri = bán kính uốn của góc trong (mm);
V = kích thước mở khuôn dưới (mm);
B = cạnh mặt bích ngắn nhất (mm));
nhôm: F × 50%;
hợp kim nhôm: F × 100%;
thép không gỉ: F × 150%;
dập và uốn: F × (3 ~ 5)

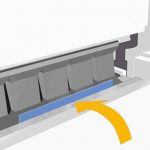
Kẹp thủy lực nặng
Các phương pháp chịu tải của kẹp thủy lực hạng nặng WILA phía trên bao gồm tải trọng hàng đầu và tải trọng vai, và tải trọng tối đa tương ứng là 250 tấn / m và 800 tấn / m. Bề mặt chịu lực của vật cố định áp dụng công nghệ làm cứng nguội sâu CNC. Độ cứng Rockwell là 56 ~ 60HRC và độ sâu làm cứng lên đến 4mm, có độ cứng cao và khả năng chống mài mòn mạnh. Kẹp thủy lực sử dụng kẹp nhanh bằng thủy lực và sự mở rộng của ống thủy lực sẽ thúc đẩy chuyển động của chốt kẹp để khuôn tự động được định vị và đường uốn tự động được căn giữa. Đối với khuôn uốn có tổng chiều dài 6 mét, chỉ mất khoảng 5 giây để kẹp chặt thủy lực hoàn toàn, hiệu quả sử dụng toàn diện cao gấp 3 ~ 6 lần so với hệ thống kẹp bằng tay thông thường.

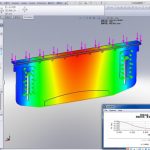
Bàn làm việc bồi thường máy móc nặng
Đối với việc uốn các tấm trung bình và dày, phiên bản cấp độ mới của bàn bù cơ hạng nặng của WILA không chỉ có thể dễ dàng đáp ứng các yêu cầu về tải trọng mà còn bù được độ võng và biến dạng của máy uốn. Bàn làm việc bù trừ cơ học sử dụng kẹp thủy lực, độ chính xác bề mặt có thể đạt ± 0,01mm, độ cứng rockwell là 56 ~ 60HRC và độ sâu làm cứng lên đến 4mm. Bàn làm việc bù cơ áp dụng giao diện cài đặt UPB phổ biến của WILA, dễ cài đặt và có độ chính xác cao hơn. Nó cũng có các điều chỉnh hướng Tx và Ty của riêng mình, có thể đảm bảo rằng bàn làm việc và thiết bị đo hậu vẫn song song theo hướng trước và sau, đồng thời có thể thực hiện hiệu chỉnh độ lệch góc cục bộ.

Dụng cụ / khuôn uốn nặng
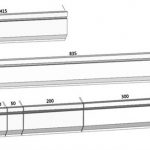
Do độ dày của tấm, khuôn thấp hơn với kích thước mở lớn hơn (V24 ~ V300) và khuôn có khả năng chịu lực lớn hơn thường được chọn để uốn các tấm dày và trung bình. Kích thước tổng thể của khuôn thường lớn và trọng lượng của khuôn đã vượt quá khả năng xử lý bình thường của người vận hành. Với sự trợ giúp của ổ lăn, công nghệ E2M (Dễ di chuyển) đã được cấp bằng sáng chế của WILA cho phép người vận hành di chuyển các khuôn uốn nặng một cách thuận tiện, an toàn và nhanh chóng, tiết kiệm đáng kể thời gian thay thế khuôn và điều chỉnh máy.
Có thể cung cấp các khuôn uốn với nhiều hình dạng dao khác nhau và các lỗ mở khuôn dưới đáp ứng nhu cầu của khách hàng, chẳng hạn như dao thẳng, dao cắt cổ ngỗng, khuôn phi lê và khuôn đa chữ V. Thông qua việc mài chính xác các bộ phận quan trọng, độ chính xác về kích thước của khuôn cao tới ± 0,01mm. Thông qua quá trình xử lý của công nghệ tôi cứng và làm cứng sâu CNC, độ cứng của khuôn có thể đạt 56 ~ 60HRC và độ sâu của lớp cứng có thể đạt 4mm.

Để uốn các tấm trung bình và dày với các độ dày tấm khác nhau, WILA cũng cung cấp khuôn Multi-V, có sẵn ở hai dạng: cổng V điều chỉnh tự động và cổng V điều chỉnh bằng tay, như trong Hình 6. Thông qua động cơ điều khiển số hoặc khối điều chỉnh, kích thước mở V của khuôn dưới có thể được điều chỉnh tùy ý theo đặc tính của tấm, đặc biệt thích hợp để uốn các tấm dày vừa và dày với độ bật cao và cường độ cao. Đồng thời, khuôn Multi-V đi kèm với các con lăn cứng với hệ số ma sát thấp, có thể làm giảm đáng kể các nếp nhăn bên ngoài của các bộ phận uốn, đồng thời, nó có thể giảm độ uốn từ 10% ~ 30% so với khuôn dưới truyền thống.

Sản phẩm liên quan
 Cách chọn trọng tải của máy phanh thủy lực
Cách chọn trọng tải của máy phanh thủy lực- Kỹ năng sử dụng máy uốn CNC
- Nguyên lý làm việc và thành phần của máy uốn phanh báo chí CNC
- Cách chọn khuôn phù hợp của máy uốn phanh báo chí
- Trình tự uốn thông thường và Đặc điểm kỹ thuật sử dụng hàng ngày của khuôn máy uốn
- Tại sao lại thêm hệ thống bù vào máy uốn phanh báo chí
- Làm thế nào để tính toán cho phép uốn cong cho phanh báo chí của bạn
- Khuôn máy uốn phanh báo chí Trung Quốc
- Phanh báo chí được làm bằng gì? Dụng cụ phanh báo chí là gì?
- Máy ép phanh Ưu điểm và Nhược điểm