Báo chí phanh chết là gì?
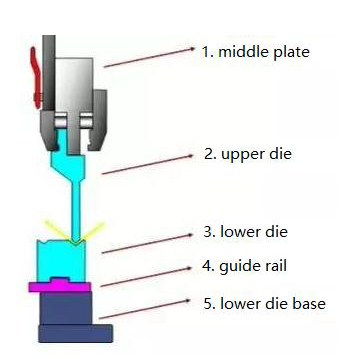
Khuôn dập phanh là một công cụ được sử dụng bởi phanh ép để tạo thành một tấm kim loại. Dụng cụ này bao gồm các bộ phận khác nhau, và các dụng cụ khác nhau được tạo thành từ các bộ phận khác nhau.
Nó chủ yếu thực hiện quá trình xử lý hình dạng của các bộ phận bằng cách thay đổi trạng thái vật lý của vật liệu được tạo thành. nó là một công cụ để làm cho trống thành một bộ phận có hình dạng và kích thước cụ thể dưới tác động của máy hãm ép.
Phanh báo chí thường được sử dụng
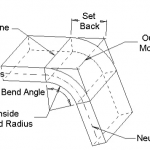
Nói chung, chiều cao của mép bích L≥3t (t = độ dày tấm). Nếu chiều cao của mép bích quá nhỏ, thậm chí sử dụng khuôn uốn không có lợi cho việc tạo hình.
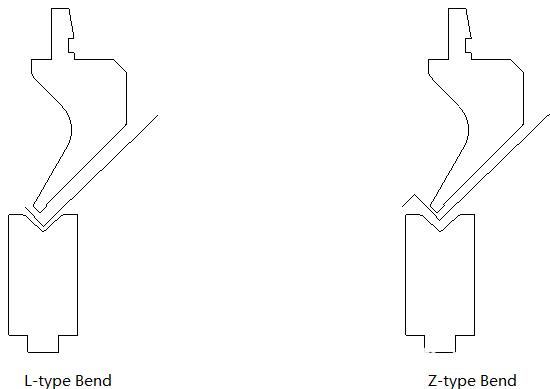
Phân loại phanh báo chí chết
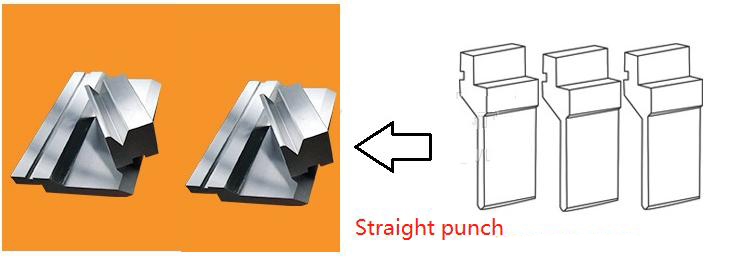
| Kiểu đấm | Ứng dụng chính |
| Cú đấm thẳng | Góc chế tạo ≥90 ° |
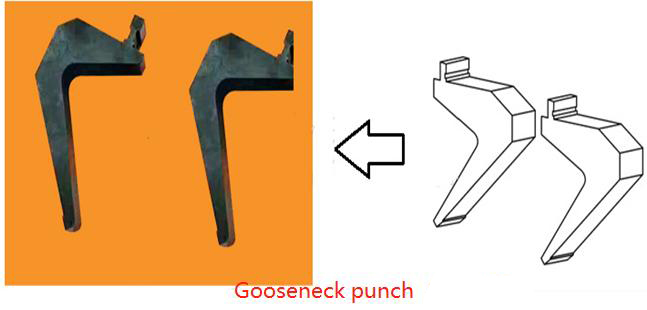
| Cú đấm cổ ngỗng | Góc chế tạo ≥90 ° |
| Cú đấm cấp tính | Góc chế tạo ≥ 30 ° |
Chết
| Kiểu đấm | Ứng dụng chính |
| Sing V chết | 1. trong khi góc v = 88 (ref), có thể uốn cong góc ≥ 90 ° |
| Double V chết | 2. Trong khi góc V = 30 ° (ref), có thể uốn cong góc ≥ 30 ° |
Nhấn phanh đoạn chết
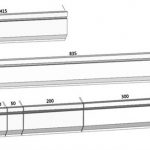
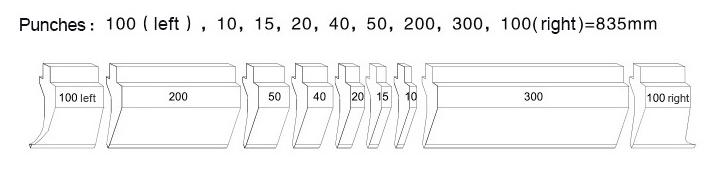
Nói chung, chiều dài tiêu chuẩn của bộ đột dập và khuôn dập phanh là 835mm. Để uốn phôi theo chiều dài khác nhau, đột dập và khuôn được tách thành kích thước dưới đây:
10+15+20+40+50+100+100+200+300=835

Vật liệu dập phanh báo chí
Nói chung, vật liệu của khuôn dập phanh bao gồm thép T8, thép T10, 42CrMo và Cr12MoV.Cr12MoV cũng là vật liệu tốt. Hiệu suất sử dụng có thể được hài lòng, quá trình
hiệu suất cũng tốt, nhưng giá sẽ cao.
42CrMo là hợp kim cường độ cao được tôi và thép tôi luyện với độ bền cao và độ dẻo dai mạnh mẽ. Nó có thể hoạt động dưới nhiệt độ -500 ° ℃.
Cách chọn các thông số phanh ép Công thức chiều cao khuôn dập phanh
- Hành trình (mm) = ánh sáng ban ngày - chiều cao tấm giữa - chiều cao khuôn trên - chiều cao khuôn dưới (chiều cao khuôn dưới - 0,5V + t)
t = độ dày tấm (mm)
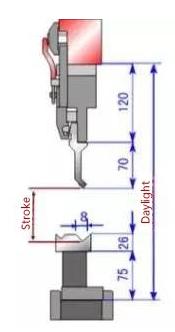
Đưa ra: ánh sáng ban ngày 370mm, hành trình tối đa 100mm
Tầm với: hành trình = 370-120-70-75- (26-0,5 * 8 + t) = (83-t) mm
Lưu ý: 0.5V <hành trình tối đa
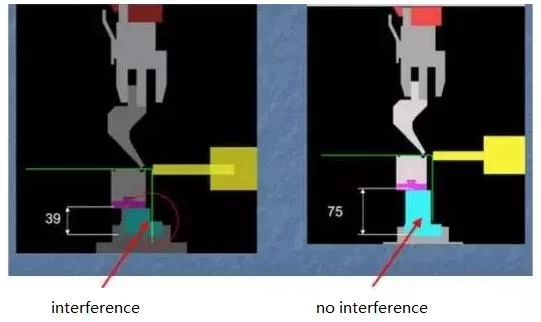
Xin lưu ý rằng đế khuôn dưới cũng có nhiều chiều cao khác nhau, được sử dụng cho các mục đích chế tạo khác nhau. Vì vậy, đừng quên điều này khi chọn cơ sở chết thấp hơn.
Loại chết dưới
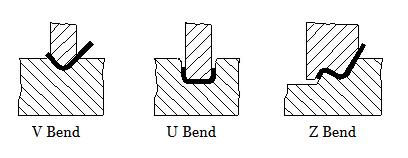
Nói chung, khuôn dưới có loại V đơn và loại V kép, trong số đó, nó được phân tách trong khuôn riêng biệt và khuôn có chiều dài đầy đủ. Các khuôn khác nhau được áp dụng cho một con đường chế tạo khác nhau
Tuy nhiên, khuôn chữ V đơn có ứng dụng rộng hơn nhiều so với khuôn chữ V kép, trong khi khuôn ghép tách rời được sử dụng rộng rãi hơn khuôn cán dài đầy đủ.
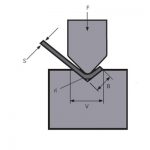
Chiều rộng khuôn v dưới, góc rãnh V
Lựa chọn rãnh V & độ dày tấm (T):
| T | 0.5~2.6 | 3~8 | 9~10 | ≥12 |
| V | 6 × T | 8 × T | 10 × T | 12 × T |
Góc V của khuôn dưới giống với góc của khuôn trên.
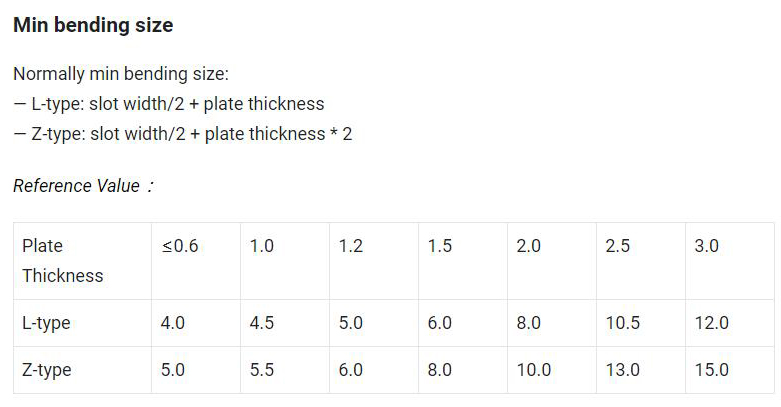
| Độ dày tấm | ≤0,6 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| Chiều rộng khuôn | 4 | 6 | 8 | 10 | 12 | 16 | 18 |
Để chọn khuôn chữ v nhỏ cho mục đích uốn trong một số trường hợp đặc biệt, độ lan truyền của mỗi cú đấm phải tăng 0,2mm
Để biết thêm chi tiết, xin vui lòng liên hệ với chúng tôi, chúng tôi sẽ cung cấp cho bạn một giải pháp đầy đủ.
Sản phẩm liên quan
 Làm thế nào để tính toán cho phép uốn cong cho phanh báo chí của bạn
Làm thế nào để tính toán cho phép uốn cong cho phanh báo chí của bạn- Tại sao lại thêm hệ thống bù vào máy uốn phanh báo chí
- Giải pháp hiệu quả của WILA trong việc uốn các tấm dày và trung bình
- Cách chọn khuôn phù hợp của máy uốn phanh báo chí
- Cách chọn trọng tải của máy phanh thủy lực
- Báo chí phanh gấp là gì
- Các lỗi cơ khí thường gặp và việc bảo dưỡng máy uốn phanh báo chí
- Có bao nhiêu loại phanh báo chí thủy lực
- Phanh báo chí 40 tấn của Trung Quốc
- Khuôn máy uốn phanh báo chí Trung Quốc