Máy uốn CNC là thiết bị quan trọng trong gia công kim loại tấm, và độ chính xác gia công của nó ảnh hưởng trực tiếp đến độ chính xác uốn của phôi. Trong quá trình uốn phôi, máy hãm ép chịu lực lớn nhất ở hai đầu con trượt, phản lực trong quá trình uốn tấm gây ra biến dạng lõm ở mặt dưới của con trượt. Biến dạng của phần giữa của thanh trượt là lớn nhất, và góc uốn cuối cùng của phôi. Kích thước thay đổi trên toàn bộ chiều dài.
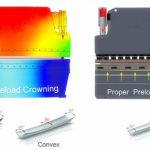
Bàn làm việc-đầy tải-biến dạng


Để loại bỏ các tác động xấu do biến dạng của con trượt gây ra, cần phải bù biến dạng lệch của con trượt. Các phương pháp bù thông thường bao gồm bù thủy lực và bù cơ, cả hai phương pháp này đều làm cho giữa bàn làm việc tạo ra biến dạng đàn hồi hướng lên để bù lại Biến dạng trượt của máy công cụ đảm bảo độ chính xác của bề mặt khớp gia công và cải thiện độ chính xác của phôi.


Biểu đồ phân tích hệ số an toàn khuôn

Hai phương pháp bồi thường
1. Bù thủy lực
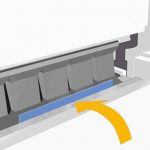
Cơ cấu bù lệch hướng tự động thủy lực của bàn làm việc được cấu tạo bởi một nhóm các xi lanh dầu được lắp đặt ở phía dưới bàn làm việc. Vị trí và kích thước của mỗi trụ bù được thiết kế theo đường cong bù lệch của thanh trượt và phân tích phần tử hữu hạn của bàn làm việc. Phần bù thủy lực là phần bù độ phồng của phiên bản trung tính được thực hiện thông qua sự dịch chuyển tương đối giữa ba tấm dọc phía trước, giữa và sau. Nguyên tắc là nhận biết độ phồng thông qua biến dạng đàn hồi của bản thân tấm thép, do đó lượng bù có thể được điều chỉnh trong phạm vi đàn hồi của bàn làm việc.

2. Cơ học bù
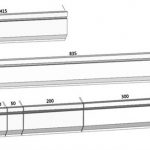
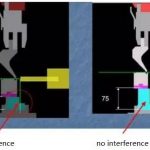
Phần bù cơ bao gồm một tập hợp các nêm xiên nhô ra có bề mặt nghiêng, và mỗi nêm nhô ra được thiết kế theo đường cong lệch của thanh trượt và bàn làm việc dựa trên phân tích phần tử hữu hạn. Hệ thống điều khiển số tính toán lượng bù cần thiết theo lực tải khi phôi bị uốn cong (lực này sẽ gây ra độ lệch và biến dạng của thanh trượt và tấm dọc của bàn làm việc), đồng thời tự động điều khiển chuyển động tương đối của các nêm lồi một cách hiệu quả bù lại biến dạng lệch do khối trượt tạo ra và tấm dọc của bàn làm việc có thể thu được phôi chịu uốn lý tưởng. Việc bù lệch hướng cơ học được thực hiện bằng cách kiểm soát vị trí để đạt được "va chạm trước". Một tập hợp các nêm tạo thành một đường thẳng theo chiều dài của bàn làm việc. Đường cong có cùng độ võng làm cho khe hở giữa khuôn trên và khuôn dưới nhất quán trong quá trình uốn, đảm bảo cùng một góc của phôi uốn theo hướng chiều dài.


Sản phẩm liên quan
 Các lỗi cơ khí thường gặp và việc bảo dưỡng máy uốn phanh báo chí
Các lỗi cơ khí thường gặp và việc bảo dưỡng máy uốn phanh báo chí- Khuôn máy uốn phanh báo chí Trung Quốc
- 4 bước cần biết E21 Hệ thống máy uốn tấm kim loại CNC
- Báo chí phanh gấp là gì
- Cách chọn trọng tải của máy phanh thủy lực
- Phanh báo chí được làm bằng gì? Dụng cụ phanh báo chí là gì?
- Cách bù độ lệch cho Máy uốn tấm kim loại CNC
- Kỹ năng sử dụng máy uốn CNC
- Có bao nhiêu loại phanh báo chí thủy lực
- Cách chọn Máy Phanh ép thủy lực CNC phù hợp