Máy dập / khuôn dập phanh được chia thành khuôn trên và khuôn dưới, được sử dụng cho khuôn dập và khuôn dập kim loại tấm. Khuôn để tạo hình có một khoang, và khuôn để tách có một cạnh cắt. Việc đột / dập của máy hãm ép có ảnh hưởng lớn đến độ chính xác của phôi. Trong quá trình uốn, khuôn là tất cả những gì tiếp xúc với phôi.
Khuôn dập phanh của máy uốn / phanh ép có hình chữ L, hình chữ R, hình chữ U, hình chữ Z, ... Khuôn trên chủ yếu là 90 độ, 88 độ, 45 độ, 30 độ, 20 độ, Góc 15 độ, v.v. Khuôn dưới có rãnh kép 4 ~ 18V và rãnh đơn với độ rộng rãnh khác nhau, cũng như khuôn dưới R, khuôn dưới góc nhọn, khuôn phẳng, v.v.

Độ chính xác cực cao
Độ chính xác của khuôn rất quan trọng ảnh hưởng rất lớn đến độ chính xác của phôi trong quá trình uốn. Phải kiểm tra độ mòn của khuôn trước khi sử dụng. Phương pháp kiểm tra là đo chiều dài từ đầu trước của khuôn trên đến vai và chiều dài giữa vai của khuôn dưới. Đối với khuôn thông thường, độ lệch trên mỗi mét phải là khoảng ± 0,0083mm và tổng độ lệch chiều dài không được lớn hơn ± 0,127mm. Đối với khuôn mài chính xác, độ chính xác trên mỗi mét phải là ± 0,0033mm và tổng độ chính xác không được lớn hơn ± 0,0508 mm. Thông thường, nên sử dụng khuôn mài mịn cho máy uốn điện thủy lực hoặc máy uốn trục xoắn, và khuôn thông thường cho máy uốn thủ công.
Phần công cụ của máy phanh dập CNC như dưới đây:

Cài đặt cố định tự động
Khuôn trên được lắp đặt khi thanh trượt tăng lên tâm khuôn trên và hệ thống kẹp khuôn có thể giữ nhiều khuôn tại chỗ cho đến khi áp dụng lực kẹp.
Hệ thống kẹp thủy lực
Hệ thống kẹp thủy lực là phương pháp kẹp hiệu quả nhất. Cả máy mới và máy cũ đều có thể sử dụng hệ thống kẹp này, tiết kiệm thời gian và chi phí. Nếu bề mặt chịu lực của máy uốn cũ bị hư hỏng, hệ thống kẹp thủy lực sẽ là lựa chọn tốt nhất để khắc phục hư hỏng, đồng thời nâng cao hiệu quả kẹp và lắp đặt.

Tự động ép vào vị trí
Khi áp lực kẹp được áp dụng, khuôn trên được kéo lên và tự động ép vào vị trí. Điều này giúp loại bỏ sự cần thiết phải ép khuôn trên vào đáy khuôn trong quá trình uốn.
Lựa chọn đấm / chết
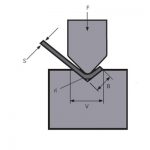
Đầu tiên, xác định độ dày của tấm được uốn. Ví dụ, bạn muốn uốn các tấm dày từ 0,75mm đến 6,30mm. Sau đó, nhân độ dày của tấm mỏng nhất với 8 để ước tính kích thước khuôn chữ V tối thiểu cần thiết. Trong ví dụ này, một tấm 0,75mm là khuôn tối thiểu cần thiết, vì vậy 0,75 × 8 = 6. Thứ ba, nhân độ dày của tấm dày nhất với 8 để ước tính kích thước khuôn hình chữ V tối đa cần thiết.
Nguyên tắc 8 lần
Tức là, độ mở của khuôn hình chữ V phải bằng 8 lần độ dày của tấm. Nhân độ dày của tấm với 8 để chọn khuôn gần nhất. Ví dụ, tấm dày 1,5mm thì cần khuôn 12mm (1,5 × 8 = 12mm). Nếu là tấm 3.0mm thì cần có khuôn 24.0mm. (3,0 × 8 = 24,0). Tỷ lệ này có thể cung cấp sự lựa chọn góc tốt nhất, đó là lý do tại sao nhiều người gọi nó là "sự lựa chọn tốt nhất". Hầu hết các biểu đồ uốn được xuất bản cũng tập trung vào công thức này.
Quy tắc lựa chọn mô hình
Quy tắc lựa chọn để uốn phôi hình chữ L là không có quy tắc nào, hầu như bất kỳ khuôn nào trên đều có thể được sử dụng. Vì vậy, khi chọn khuôn trên cho một nhóm phôi, phôi hình chữ L có thể được coi là cuối cùng, vì hầu như bất kỳ khuôn trên nào cũng có thể uốn cong chúng. Khi uốn các phôi hình chữ L này, nên sử dụng các khuôn trên cũng có thể uốn các phôi khác. Khi mua khuôn, càng ít càng tốt. Điều này không chỉ để giảm thiểu chi phí khuôn mà còn giảm số lượng khuôn theo yêu cầu và giảm thời gian lắp đặt.


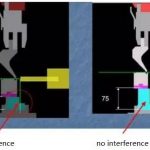
Khi phần trên của phôi dài hơn phần dưới, cần phải có khuôn cổ ngỗng. Khi phần trên của phôi ngắn hơn phần dưới, bất kỳ khuôn trên nào cũng được. Khi phần trên và phần dưới của phôi có cùng chiều dài, cần phải có khuôn trên góc nhọn. Tóm lại, quy tắc chọn khuôn trên chủ yếu phụ thuộc vào sự can thiệp của phôi, đây là nơi mà phần mềm mô phỏng uốn có thể đóng một vai trò quan trọng. Nếu hệ thống được sử dụng không thể mô phỏng tình huống uốn, bạn có thể sử dụng bản vẽ với nền lưới để kiểm tra thủ công sự can thiệp của phôi khuôn trên, như thể hiện trong hình bên dưới.


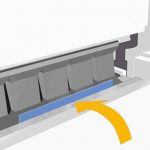
Không có khuôn thụt vào
Hầu hết tất cả các khuôn máy uốn hình chữ V điển hình sẽ để lại một số vết trên phôi, điều này là do kim loại được ép vào khuôn trong quá trình uốn. Trong hầu hết các trường hợp, các vết nhỏ hoặc có thể chấp nhận được. Tăng bán kính có thể làm giảm các vết. Nhưng đôi khi ngay cả những dấu nhỏ nhất cũng không thể chấp nhận được, chẳng hạn như các tấm được sơn hoặc đánh bóng trước khi uốn cong. Các chèn nylon có thể được sử dụng để loại bỏ các vết lõm, như thể hiện trong hình bên dưới. Việc uốn cong không có vết lõm đặc biệt quan trọng đối với các bộ phận của máy bay hoặc hàng không vũ trụ được sản xuất vì nhân viên kiểm tra khó có thể kiểm tra một bộ phận bằng mắt thường và phân biệt vết xước và vết nứt.

Sản phẩm liên quan
 Cách chọn trọng tải của máy phanh thủy lực
Cách chọn trọng tải của máy phanh thủy lực- Giải pháp hiệu quả của WILA trong việc uốn các tấm dày và trung bình
- Kỹ năng sử dụng máy uốn CNC
- Trình tự uốn thông thường và Đặc điểm kỹ thuật sử dụng hàng ngày của khuôn máy uốn
- Tính toán lực uốn trong quá trình uốn tự do của máy uốn kim loại tấm
- Phanh báo chí được làm bằng gì? Dụng cụ phanh báo chí là gì?
- Có bao nhiêu loại phanh báo chí thủy lực
- Tại sao lại thêm hệ thống bù vào máy uốn phanh báo chí
- Báo chí phanh gấp là gì
- Làm thế nào để tính toán cho phép uốn cong cho phanh báo chí của bạn