Máy cắt tôn thường được sử dụng trong công nghiệp gia công kim loại tấm. Hành động cắt xén tưởng chừng đơn giản nhưng thực ra lại chứa đựng nhiều thủ thuật, từ các bước điều chỉnh khe hở của lưỡi cắt cho đến các kỹ thuật điều chỉnh cho các vật liệu khác nhau, và thậm chí cả việc lựa chọn lưỡi cắt. Liên quan đến chất lượng cắt, sau đây sẽ giới thiệu nội dung liên quan của việc điều chỉnh khe hở lưỡi cắt một cách chi tiết từ nhiều khía cạnh.
Bánh xe điều chỉnh khoảng cách lưỡi dao: (máy cắt dầm xoay thủy lực)

Điều chỉnh điện của khe hở mép lưỡi (máy cắt thủy lực)

Độ thanh thải của các loại kéo cắt khác nhau
Máy cắt tia xoay được trang bị cơ chế điều chỉnh khe hở lưỡi dao nhanh chóng, có thể điều chỉnh khe hở lưỡi cắt phù hợp với độ dày tấm và vật liệu khác nhau, đồng thời được trang bị bảng thông số chính xác để tham khảo lựa chọn và có được đường cắt ưng ý chất lượng thông qua khoảng cách lưỡi dao hợp lý. Khi trụ dụng cụ quay, góc cắt và khoảng cách cắt của kéo cắt dầm xoay sẽ thay đổi.
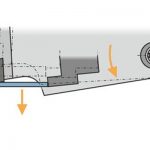
Thông qua bộ phận dẫn hướng con lăn ba điểm, thông qua lực tác động lên con lăn phía trước bởi lò xo có giấy, chùm cắt giữ liên lạc chặt chẽ với hai con lăn phía sau. Khi cắt, hệ thống sẽ điều chỉnh điện khoảng cách mép dao tùy theo nhu cầu của các tấm khác nhau để có được chất lượng cắt tốt hơn.

Sự khác biệt trong điều chỉnh khe hở lưỡi
Máy cắt tôn xoay có chức năng tự điều chỉnh khe hở lưỡi cắt, chỉ cần xoay tay cầm. Máy cắt kéo có chức năng điều chỉnh điện khoảng cách lưỡi dao, có thể được điều chỉnh thuận tiện và chính xác hơn thông qua hệ thống, điều này có lợi để có được chất lượng cắt tốt hơn.

| Các bước điều chỉnh khe hở lưỡi |
| 1. Tháo lưỡi dưới và làm sạch từng mảnh |
| 2. Có thể sử dụng lưỡi dao trên cả bốn mặt và một mặt đã chọn được lắp chặt. Và kiểm tra độ thẳng của lưỡi dao theo phương ngang và dọc. |
| 3. Lưỡi trên được cố định và không thể điều chỉnh. Chúng tôi điều chỉnh khe hở lưỡi cắt bằng cách điều chỉnh lưỡi cắt dưới. |
| 4. Tìm các vít bên trái và bên phải của lưỡi dưới để tăng độ hở, thường là ở phía ngoài cùng. |
| 5. Tìm hai vít định vị ở bên trái và bên phải của lưỡi dưới để đẩy lưỡi dưới để thu hẹp khoảng cách. Có các đai ốc dự phòng bị khóa trên chúng. Nói chung, ở bên trong. |
| 6. Nới lỏng bốn bu lông bên trái và bên phải của bàn lưỡi dưới |
| 7. Lưỡi cắt trên được hạ xuống vị trí thích hợp bằng cách quay tay, và người vận hành đi đến khu vực trống của máy cắt để bắt đầu điều chỉnh |
| 8. Sử dụng dụng cụ đo cảm giác để điều chỉnh khoảng 0,5 mm tính từ phần không bị trống của lưỡi trên và dưới của tay trái |
| 9. Tiện bằng tay làm cho lưỡi dao di chuyển lên vị trí giữa và điều chỉnh khoảng 0,5 mm. |
| 10. Quay bằng tay làm cho lưỡi dao di chuyển lên đúng vị trí mà dao trên và dao dưới không bị rời ra. Vị trí giữa được điều chỉnh khoảng 0,5 mm. |
| 11. Xoay lưỡi trên theo cách thủ công đến vị trí thích hợp và bắt đầu điều chỉnh tốt. |
| 12. Sử dụng máy đo cảm ứng để tinh chỉnh vị trí mà lưỡi trên và dưới của tay trái không cắn cho đến khi ba dây của máy đo cảm ứng có thể đi vào năm dây. |
| 13. Xoay lưỡi dao lên vị trí giữa theo cách thủ công và bắt đầu điều chỉnh tốt cho đến khi máy đo cảm ứng có thể vào ba dây và năm dây không vào được. |
| 14. Xoay lưỡi dao theo cách thủ công đến vị trí mà dao trên và dao dưới không bị bung ra ở phía bên phải và bắt đầu điều chỉnh tinh cho đến khi máy đo cảm nhận có thể vào ba dây và năm dây không thể vào. |
| 15. Khi lưỡi cắt của máy cắt được sắc bén, nếu có gờ trên mép của tấm cắt thì có thể giảm khoảng cách giữa các lưỡi cắt trên và dưới một cách thích hợp. |
Các sự cố thường gặp và kỹ năng điều chỉnh dao
Các tấm kim loại thường gặp nhất là:
1. Bản dày trên 13mm.
2. Bản mỏng 0,2 ~ 4mm.
3. Hoa ban.
4. Tấm căng cao (thường được sử dụng trong ô tô tấm kim loại).
5. Tấm titan
Vấn đề về lưỡi dao phổ biến nhất là sứt mẻ hoặc vết lõm do dụng cụ. Để giải quyết những vấn đề này, trước tiên chúng ta phải xác định khe hở giữa lưỡi cắt trên và dưới.
Các kỹ năng điều chỉnh của lưỡi
Khi điều chỉnh lưỡi cắt, bạn nên đặt khe hở dày hơn độ dày của tấm khoảng 2 ~ 3mm. Có nghĩa là, khi bạn muốn cắt một tấm dày 5mm, bạn nên bắt đầu điều chỉnh từ 7mm hoặc 8mm, và từ từ điều chỉnh nó xuống, khi bạn cắt ra Mặt cắt của tấm hiển thị 1/3 bề mặt sáng và 2 / 3 bề mặt mờ, giúp đạt được hiệu quả cắt tốt nhất. Cac chi tiêt như sau:


Việc thiết lập khe hở khi cắt bảng hoa văn rất phức tạp và nó phải được điều chỉnh từ độ dày dày nhất được tính từ điểm lồi nhất của bảng hoa văn, thay vì sử dụng trực tiếp độ dày của bảng. Ngoài ra, cắt mặt lồi của mẫu hướng xuống có thể kéo dài tuổi thọ của dụng cụ.
Ngoài ra, vật liệu của tấm phải được xem xét, đặc biệt là khi cắt thép không gỉ. Dụng cụ cắt phải sắc bén, chịu mài mòn và dẻo dai. Do đó, cần thảo luận về lưỡi cắt của máy cắt thủy lực. Ngoài góc của mép dao và độ chính xác sản xuất và thiết kế ngoại hình khác, vật liệu được chọn là yếu tố chính ảnh hưởng đến chất lượng của dụng cụ.
Sản phẩm liên quan
 Sự khác biệt giữa Máy cắt tôn và Máy cắt tia xoay
Sự khác biệt giữa Máy cắt tôn và Máy cắt tia xoay- Vận hành và bảo dưỡng Phanh kim loại tấm CNC
- Cách vận hành Máy cắt tôn
- Sự ra đời của Máy đột và Cắt kết hợp
- QC12 Máy cắt tấm kim loại thủy lực Guillotine Shear
- Sửa chữa các lỗi thường gặp của máy cắt thủy lực và bảo dưỡng hệ thống mạch dầu
- Các lỗi thường gặp và phương pháp khắc phục sự cố cho máy ép thủy lực bốn cột
- Máy cắt tấm kim loại thủy lực Máy cắt thép không gỉ
- Cách bù độ lệch cho Máy uốn tấm kim loại CNC
- Máy cắt thủy lực QC11Y